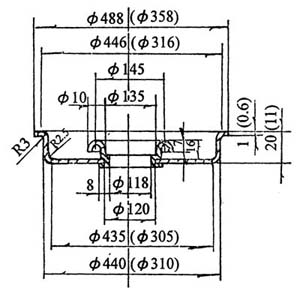
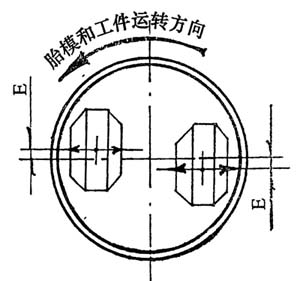
Roll forming joint new process Li Guixiang In the steel drum manufacturing industry, it is often encountered that the ring member of the middle open steel drum sealer is firmly joined to the top of the bucket by a roll forming method to form a complete member. As shown in Figure 1. Then, the top of the bucket, the bottom of the bucket and the body of the component can be compacted by crimping to form a complete medium-open steel drum product. The joint structure can be as firm and reliable as riveting, and can effectively improve the strength and reliable sealing performance of the mouth of the middle opening steel drum. This medium-opening structure is often used in a range of areas such as bee barrels, plastic barrels, some pharmaceutical products, and food barrels. Figure 1 Top ring connection structure According to the conventional method, the joint structure is assembled by assembling the previously formed ring member and the punched top of the barrel. Then, on the punching machine, two sets of different dies are used for flaring, and the riveting locks to achieve a permanent joint effect. That is to say, if the same kind of components are produced by the traditional method of die stamping and riveting, it takes two steps to complete the work of riveting and joining. If a large batch of production is required for continuous operation, two presses and two sets of molds with different performance properties are required. And the two sets of molds must be assembled into a complete set of usable molds by a plurality of other accessories such as the upper mold handle, the template, the lower mold base and the related coupling parts. The molding process is complicated, and the production cycle is relatively long and the cost is relatively high. When riveting, the installation and adjustment of the mold are relatively troublesome, and do not meet the production principle of multiple, fast, good and provincial. According to the specifications of the open steel drums produced by our factory, the size specifications of the middle opening diameters are not changed greatly. According to the needs of the open steel drums of different volumes and different applications, it usually only changes between 100-150mm. The thickness of the plate varies from 0.5 to 1.2 mm. After careful research and production practice, a new method of rolling forming joint with versatility and flexibility was summarized. It is used for practical roll forming and mass production, and the effect is very good. It is more practical and economical than stamping riveting, and has good promotion and application value. The principle of the roll forming joint method is to skillfully utilize the tapered surface and the cylindrical surface of the roller, and form a jog line when the roller moves with the tire mold and the working rotation and the axial and radial directions, and the line moves into a surface and faces. The geometric principle of the adult is achieved. This method not only designs and manufactures the structure of the mold wheel, but also confirms the joint quality required for product design. Figure 2 shows the case of a roll forming joint on a general lathe. The so-called tire mold is actually equivalent to a relatively simple general mechanical part, and does not require any heat treatment (of course, heat treatment is better than no treatment when conditions are available) can also be applied to actual on-site production. Figure 2 Implementation of the rolling tooling diagram The following two basic principles must be mastered when installing and rolling the mold wheel: 1. The normal situation is that the rolling is better by the method of driving the vehicle, and there are two basic methods of moving the roller according to the advancement and retreat of the moving direction of the roller axis. In reality, depending on the size of the specific rolling portion and its convenience, any one of the methods can be normally and effectively rolled. However, the mounting center of the roller shaft on the tool holder must be kept in a different position from the center of the grease mold in order to perform more effective normal rolling. As shown in Fig. 3, the size of the plane difference in the center of the wheel mold depends on the material thickness of the material. When the material is thick, choose a large value. When the material is thin, take a small value. When the material is soft, take a small value. When the material is hard, select a large value, but the maximum difference should not exceed 2 times the thickness of the material to be rolled. Figure 3 shows the relationship between the direction of the wheel mode and the position of the center 2. The overall requirement for the specific rolling operation is manual, and no automatic walking is used at any time. At the same time, only the large and medium pallet handles are manipulated for sensory rolling. The tightness requirement of the rolling joint is mainly achieved by manipulating the large pallet handle to generate a certain pressure in the axial direction; and the overall flatness of the rolling joint is basically uniform and fast by manipulating the middle handle. Obtained by the move. In general, the roll forming coupling operation is relatively simple. Anyone who has common knowledge of general lathe operation is easy to carry out the roll forming operation. The most important feature of the operation when rolling forming on a lathe is that it can be operated while the spindle of the lathe is continuously rotating and the workpiece is loaded without stopping. In order to effectively improve the production efficiency of the roll forming joint, it is usually carried out by two people working together. The work tasks and job nature of the main and auxiliary operators are completely different. The main operator's task is to operate the roller for correct and reasonable roll forming, and the quality of the roll forming joint is directly related to the main operator. The task of the auxiliary operator is to be responsible for whether the loading and unloading of the rolling connection accessory can be smoothly and normally, and the rapid roll forming connection is directly related to the auxiliary operator's loading skill and proficiency. Maximizes production efficiency and ensures a higher level of quality for roll-formed joints only when the primary and secondary operators coordinate the benefits. The general requirements for the roll forming joint operation during the two-person operation are: 1. The main operator uses the roller in the roller component mounted on the tool holder as the main reference object, and simultaneously operates the large and middle carriage handles of the lathe, so that the roller is moved relative to the tire die to facilitate the workpiece. The loading is limited, and it is convenient to quickly enter the relatively reasonable position of the rolling state, and consciously prepare for rolling. 2. The auxiliary operator shall fit the set of ring parts to be rolled, and directly put them on the tire mold while the spindle is running, and apply the force of the gloves to the top of the bucket in the vertical direction with respect to the axle direction. The two basic symmetry parts of the edge and require equalization along the top of the barrel. The axial direction exerts a certain pressure to form a specific case where the fitting and the tire mold rotate simultaneously while the top of the bucket does not rotate or the entire set of workpieces does not rotate. At this time, when the main operator manipulates the axial movement of the roller along the axial direction of the tire to bring the cylinder surface of the roller into contact with the end surface of the tire mold to generate relative rotational motion, the roller is further oriented along the axis thereof (ie, the workpiece The radial direction produces a moment when the movement from the inside to the outside causes the top of the bucket to start to rotate, and the operator's hand quickly leaves the top of the bucket with the slight rotation feeling of the bucket top workpiece. At this time, the workpiece will continuously rotate continuously with the tire mold at the same time, and the roller can be smoothly and evenly moved to enter the substantial protection port, and the whole process of the flanging roll forming. Thereafter, the roller is removed in the axial direction of the tire mold, and is prepared for roll forming of the next working cycle. 3. The auxiliary operator removes the rolled member from the tire mold and installs the workpiece required for the upper and lower rolling operations to start the next new roll forming operation (work) cycle. The advantages of the roll forming joining process are: 1. For the thin-walled three-dimensional members whose hollow rotating body is relatively large in size and needs to be riveted, the processing method by rolling forming and adhering to the new process is better. Since the rotational speed of the lathe is adjustable, there is some flexibility in processing. This kind of process is not restricted by the riveting special equipment and the punching machine and the die. It is well implemented in the general middle and small enterprises. 2, rolling connection method All lathes and roller assemblies have versatility and sharing flexibility, not limited by the riveting special equipment and the material thickness of the mold and processing parts, only need to adjust the corresponding rotation speed; roll forming connection The method has low requirements on the complexity and precision of the machine tool. It can also be used for normal roll forming joint processing with the old low-precision old lathe or the "soil tube" equipment. The effect is still satisfactory; the mold wheel structure design Simple, low cost of molding; easy to grasp the basic methods of operation, easy to replace the mold wheel and no need to make special adjustments, flexible manufacturing process; no need to stop the clamping during the rolling production process, nor need Any process measurement and adjustment, so the production efficiency is high, and the performance quality of the roll forming joint can always be reliably guaranteed. 3. Compared with the stamping riveting, the rolling forming joint is more uniform and sufficient due to the local deformation of the rolling. Therefore, the overall flatness of the roll-formed joint portion is much superior to that of the stamped riveting, and unlike the stamped riveting, there is a significant strain-torsion phenomenon that is always difficult to completely eliminate. Almost all operators are willing to perform silent manual roll forming joints on the lathe, and feel the operation is relatively flexible and handy. Resent the punching and riveting work on the punching machine with the hands and feet. And it is easy to fatigue during stamping operations and it is difficult to ensure product quality from start to finish. In short, according to the theoretical analysis and actual production experience, it is shown that the new process of roll forming joint is very practical for the case where the thickness of the hollow rotating body and the thickness of the material change little, and the thin-walled three-dimensional member with riveting property is required. A good and effective way. This method is not limited by the special riveting equipment, the material thickness of the mold and the workpiece is within a certain range, and has certain versatility and sharing flexibility. The operation can be carried out without stopping the workpiece during the operation, which not only has high production efficiency, but also the product quality of the roll forming joint is easy to ensure. In reality, it is a good and effective method to replace the traditional stamping riveting process. The success of this method in practice is the inevitable result of the comprehensive application of finishing operation technology and mold forming technology. Picnic Blanket,Picnic Rug,Picnic Mat,Outdoor Blanket Ningbo Fineweather International Trade Co., Ltd. , https://www.finewbag.com